

新闻详情
 友诚管业,打造钢管行业知名品牌
友诚管业,打造钢管行业知名品牌 

 全国服务热线
全国服务热线3PE防腐管生产工艺流程
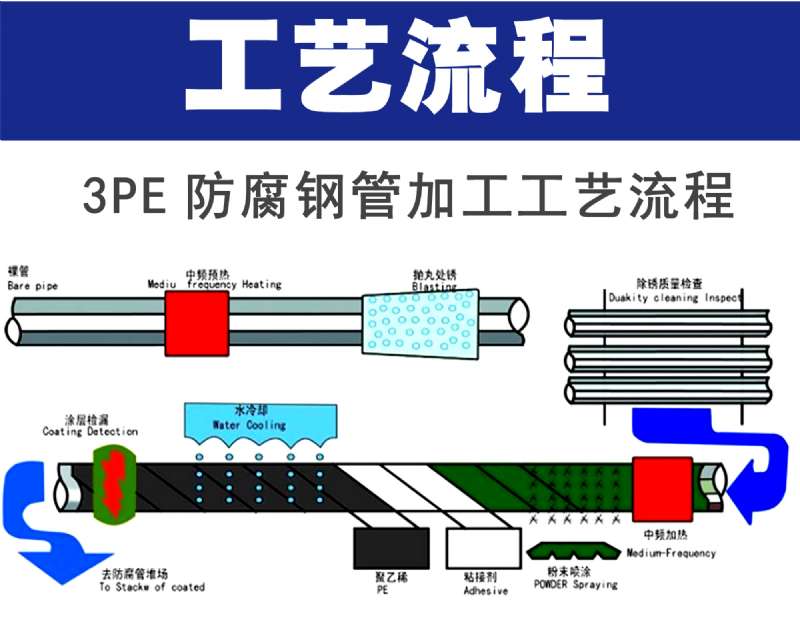
3PE防腐管生产工艺流程
根据管线防腐的设计要求,钢管的防腐制作采用一体化机械流水作业线的生产方式,在生产需要的情况下可24小时连续生产,施工人员按三班制进行划分,实行交接班作业。在各工序准备就绪,开始生产之前,应根据管线防腐当中3种不同防腐层对防腐厚度的要求,先用试验管段在生产线上分别依次调节钢管涂敷时的预热温度及防腐层各层涂敷厚度,待各项参数达到要求后方可开始生产。
钢管外观检查
⑴加工前,钢管的外观应由熟练工人用目测方法逐根进行观察,钢管有无严重机械损伤、重皮、裂缝、凹陷等缺陷,检查不合格的钢管不能使用,并做出不合格标识退回。验收合格的方可用于施工。
⑵螺纹管的管口若出现扁口情况,应及时进行找圆修复,不能修复的应报废。
管件除锈
⑴首先用抓管机将需要进行防腐的钢管倒运至作业线的上管平台,采用火焰加热器装置对钢管的外表面进行预热处理,驱除钢管表面的潮气、油污、杂质等,加热温度控制在40℃~60℃,以利于提高钢管表面的除锈质量。
⑵钢管均采用PW-380钢管抛丸除锈机进行除锈,在钢管进入抛丸室前,用橡胶垫或厚海绵制成的管口堵头堵在钢管管口的两端(如钢管自带管堵使用其自带的管堵封堵),避免钢管在除锈过程中,抛丸室内的钢丸飞入管口内,减少钢丸的损失,同时保证了钢管在除锈时钢丸的用量,经抛丸除锈后的钢管表面应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923―1988规定的Sa2.5级,表面的锚纹深度应按环氧粉末生产厂家提供的说明书执行。
⑶表面预处理完后,所有的铁锈、油污、氧化皮等应清除干净。
⑷逐根对钢管外表面进行检查,对可能导致涂层漏点的表面缺陷,采用合适的方法进行打磨,且打磨后的壁厚不应小于规定值。对存在疵点的钢管应剔除或予以修理。
⑸对除锈质量不合格的钢管,应及时下线,清除管内抛物,然后返回生产线重新除锈。
钢管表面微尘处理
⑴钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。
⑵定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
⑶启动微尘装置后,应经常检查引风机的工作情况。
⑷除尘电极应按期保养,确保正常工作。
⑸进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。
钢管预热
⑴经微尘处理后的钢管,在进行环氧粉末涂敷前,应先进行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但最高不得超过275℃。
⑵检查中频循环水池水位,确保水量至少在2.5~3立方。启动中频循环水泵,检查循环水所有管路是否漏水,只有在确定循环水管路一切正常情况下,方可开始启动中频装置机。
⑶根据不同管径钢管的送进速度及预定加热温度,用实验管在作业线上调整确定生产是中频加热的输出功率值。
⑷使用先进的测温仪器来测量钢管预热时的温度,提高测量的准确度,以保证钢管进行粉末涂敷时,钢管预热温度在粉末涂料生产厂家推荐的范围内。
⑸进行防腐生产时,每小时至少测量记录一次,确定粉末涂敷时钢管的预热温度。
环氧粉末滚涂或喷涂
由于热滚涂与热喷涂工艺差别较大,这里不做详细叙述。
胶粘剂涂覆与聚乙烯带缠绕
⑴ 胶粘剂的涂覆必须在环氧粉末胶化过程中进行。
⑵ 采用侧向缠绕工艺时,应确保搭接部分的聚乙烯及焊缝两侧的聚乙烯完全辊压密实,并防止压伤聚乙烯层表面。
循环水冷却
钢管防腐层制作结束后,应及时进行冷却固定成型,可采用循环水浇涂室对防腐完的钢管进行防腐层表层的冷却,冷却采取逐段分次方式。
⑴生产前,先启动浇涂室的循环水泵电机。
⑵调整冷却水管各阀门开关,控制冷却水的大小,避免水流过速造成对防腐涂层的冲击,影响涂层的外观成形质量。
⑶在钢管进入浇涂室第一组传动轮前,先用第一道冷却水进行冷却。这样钢管表层刚防腐上的涂层在滚动到第一组胶轮上,防腐层不会破坏,保持完好。
⑷根据管径的大小及环境温度差异,采取2~4段冷却水进行逐段分次的冷却,钢管冷却温度不高于60℃,并确保熔结环氧涂层固化完全。
⑸涂层的外观应平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹,涂层厚度应达到设计要求。
⑹每连续生产批至少应检查第1、5、10根钢管的防腐层厚度,之后每10根至少抽检一根。
⑺若业主有要求,应按业主要求执行。
切割留头
钢管的防腐层经冷却水冷却后,按规定管端预留长度为100-120mm的要求,
修磨管端留头
⑴ 聚乙烯层端面应形成不大于30度的倒角,聚乙烯层端部外可保留不超过20mm的环氧粉末涂层。应防止防腐管端部防腐层剥离或翘起。
⑵ 管端留头采用电动钢丝刷进行管端留头处理,操作时按2~3次分段进行,以达到标准规定要求。
⑶ 用于修磨管端留头防腐层倒角的钢丝刷,工作面应平整,无凸凹。
上一条: 影响消防涂塑钢管价格变动的因素有什么?
